Swisspacer propose des solutions flexibles et efficaces pour le traitement des intercalaires à bord chaud, des petits-bois et des accessoires. Que votre production soit manuelle ou entièrement automatisée, nos composants s’intègrent parfaitement à une vaste gamme de processus de fabrication de vitrage isolant.
Sur ce site, vous trouverez des conseils clairs, des astuces pratiques et des bonnes pratiques pour toutes les étapes de traitement – de la découpe, du cintrage et de l’assemblage des cadres au remplissage de gaz, au scellement et à la gestion des systèmes de petits-bois et accessoires associés.
Notre objectif est de vous accompagner avec des informations concises et pratiques pour une production précise, fiable et économique.
Traitement manuel
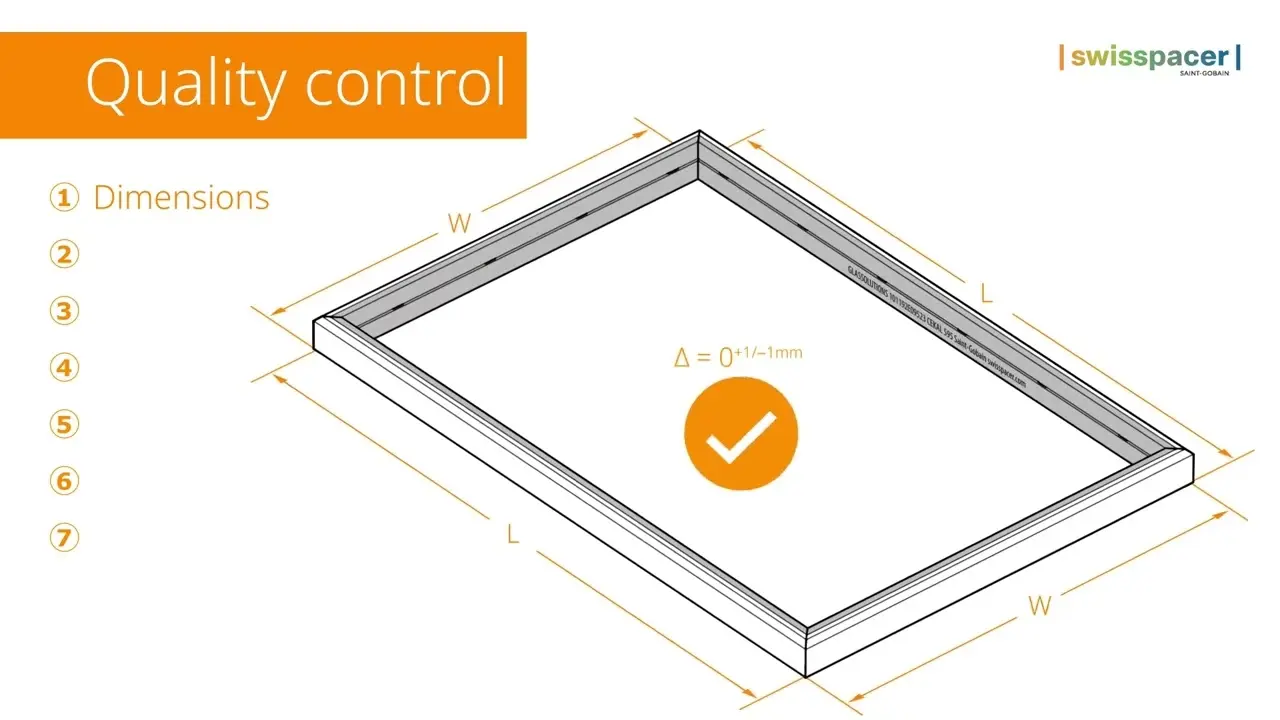
Même pour des séries de production plus petites ou des projets ponctuels, la fabrication manuelle des cadres reste la méthode la plus répandue. Les fabricants d’unités de vitrage isolant peuvent traiter les intercalaires Swisspacer très facilement et sans grand effort sur les lignes de production existantes. Afin de garantir que les cadres fabriqués soient toujours de la meilleure qualité, un certain nombre de points importants doivent être pris en compte.
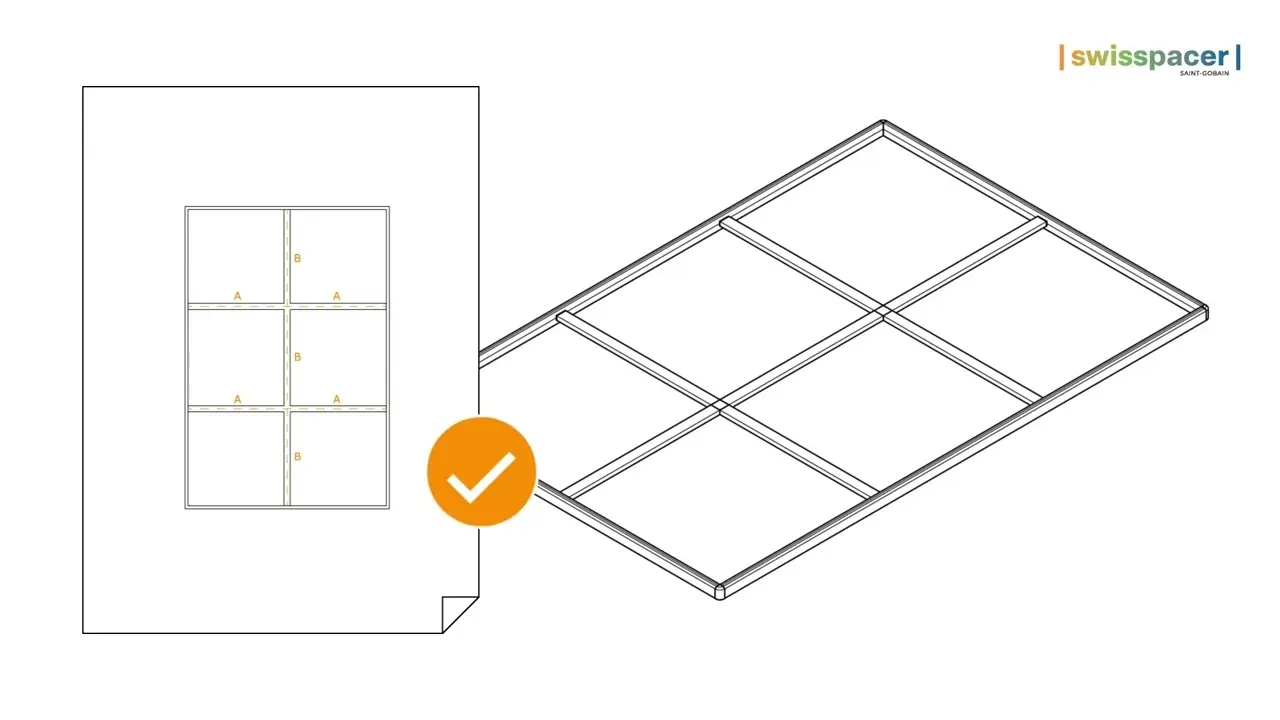
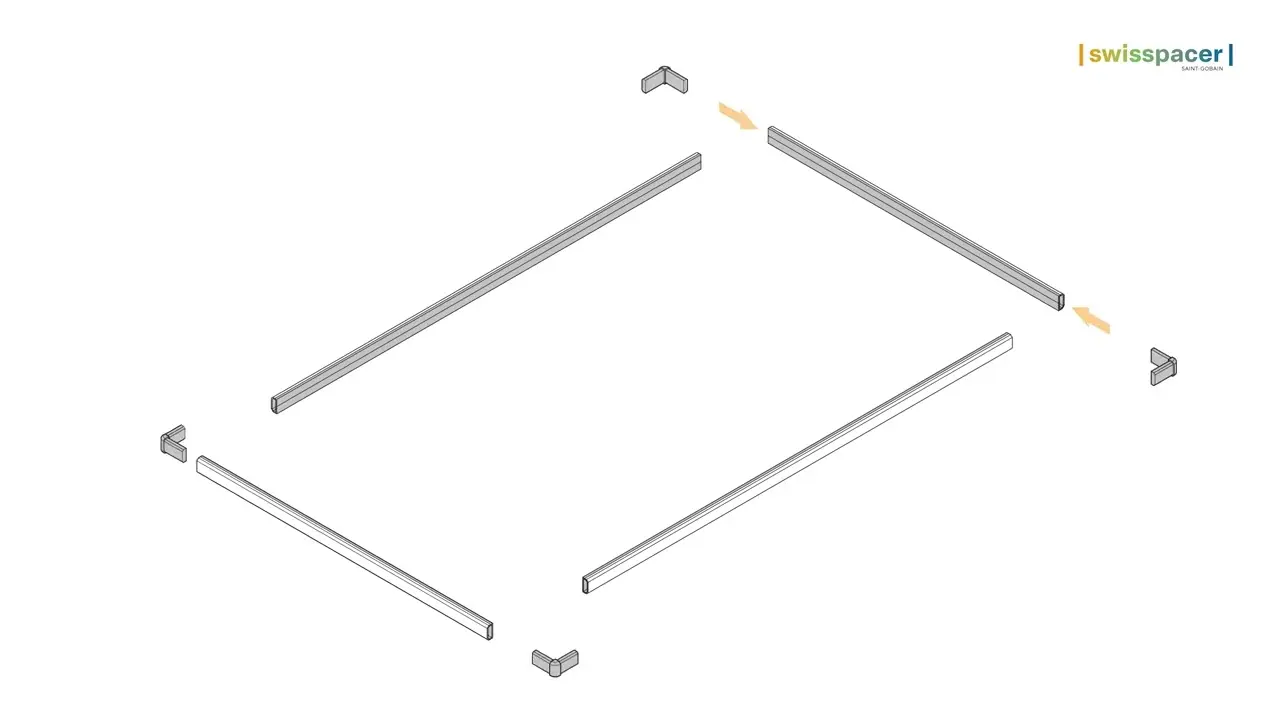
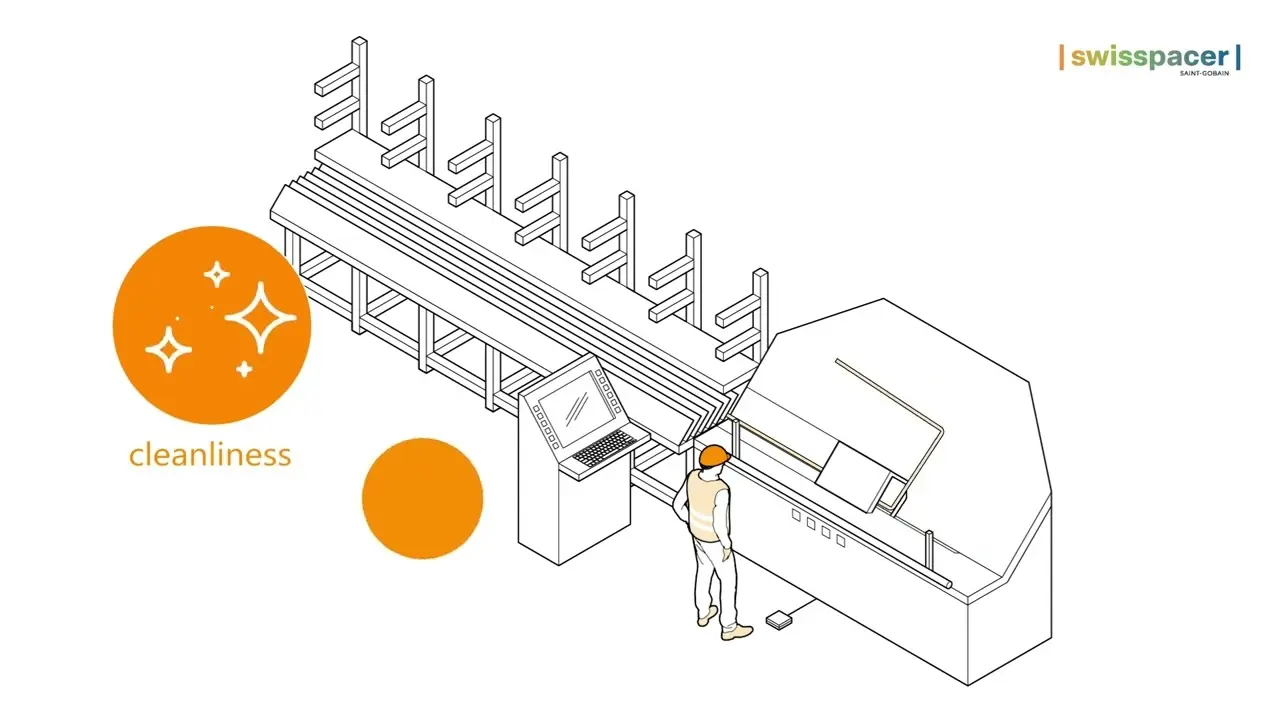
Tout d’abord, les intercalaires doivent être stockés dans un endroit sec et chauffé, à l’abri de la poussière avant leur utilisation. Après les avoir sortis de la boîte, veillez à ce que les profils d’intercalaire ne touchent pas le sol lorsqu’ils sont transportés jusqu’au banc de découpe. Lors de la découpe des intercalaires à la longueur souhaitée, ils doivent être fixés solidement dans la machine afin d’obtenir une coupe nette. Il est également recommandé de souffler les intercalaires avec de l’air déionisé – cela évite toute accumulation de charge électrostatique. Une fois les intercalaires découpés, ils sont assemblés pour former des cadres. Cela consiste à insérer des équerres d’angle ou des raccords longitudinaux dans les profils d’intercalaire à chaque extrémité jusqu’à la butée. Enfin, le cadre terminé doit être suspendu sur une potence à cadre pour les étapes de traitement suivantes.
Traitement de pliage
Le traitement automatisé par cintrage à chaud est idéal pour la fabrication de cadres de profilés Swisspacer de manière efficace et économique. Les systèmes de cintrage les plus récents produisent des angles esthétiques et atteignent des temps de cycle d’environ 60 secondes pour les cadres cintrés à chaud, selon la taille. Comme les profilés Swisspacer ne peuvent être cintrés qu’à chaud, les machines utilisées pour leur traitement doivent être équipées d’un dispositif de chauffage.
Selon la technologie de la machine, le processus de fabrication du cadre se déroule comme suit : tout d’abord, le magasin de profilés est approvisionné. Le profilé est mesuré dans la machine, puis chauffé par l’élément chauffant et immédiatement cintré. Selon la machine utilisée, les angles intérieurs du cadre peuvent être arrondis ou présenter des angles presque droits à 90°. Enfin, les profilés sont assemblés (manuellement) à l’aide d’un connecteur longitudinal. Il est conseillé de suspendre le cadre de profilé fini à une potence pour le reste des étapes de traitement.
Les partenaires fabricants suivants proposent des machines de cintrage pour profilés Swisspacer :
- Lisec Austria GmbH (AT)
- Lombarda Macchine S.r.l. (IT)
- Forel Spa (IT)
- Rjukan (Norvège)
- Beijing Boza Automation Machinery Co., Ltd (CN)
- Best Makina (TR)
Traitement de soudage
Dans la production industrielle des unités de vitrage isolant, les intercalaires Swisspacer sont généralement transformés automatiquement en un cadre fini. En effet, le soudage (ultrasonique) permet des procédés particulièrement économiques et rapides. À cette fin, Rottler und Rüdiger und Partner GmbH (Langenzenn) propose différents modèles de machines à souder modernes – pour une qualité de traitement et une efficacité optimales. Avec la machine à souder haute vitesse et haute technologie Rowelo, par exemple, les cadres Swisspacer peuvent être fabriqués en un temps de cycle de moins de 30 secondes. Avec des angles de cadre très précis et une finition de haute qualité.
Le processus de production se déroule ainsi : tout d'abord, les profilés d'intercalaire sont automatiquement prélevés dans un magasin, acheminés vers la machine à couper et découpés en onglet. Ensuite, les profilés coupés sont placés manuellement dans la machine à souder puis, automatiquement, ils sont réunis, pré-positionnés et soudés par ultrasons. Les cadres fabriqués à partir des intercalaires Swisspacer sont ensuite stockés provisoirement sur des supports spéciaux pour cadres.
Frame:racer Assemblage
Les fabricants de vitrages isolants doivent rendre leur production toujours plus efficace. L’espace limité et les exigences croissantes en matière de rapidité et de fiabilité des processus représentent de nouveaux défis pour les entreprises. L’automatisation offre ici des opportunités décisives : elle garantit des résultats reproductibles, réduit la charge de travail des opérateurs et permet aux techniciens qualifiés de se concentrer sur des tâches nécessitant précision et expérience.
Swisspacer transforme cette opportunité d’efficacité en une flexibilité maximale du processus : les intercalaires peuvent être traités avec une grande qualité par insertion, soudure ou cintrage à chaud, selon la logique de la ligne. Avec Frame:racer, Swisspacer élargit son portefeuille de services pour proposer l’assemblage entièrement automatisé – une solution garantissant une précision dimensionnelle maximale et une qualité reproductible à des cadences élevées.
Ce que promet Frame:racer
Grâce à une grande intelligence de processus, les intercalaires Swisspacer sont guidés à travers plusieurs stations parfaitement coordonnées – de l’assemblage automatisé des barrettes d’intercalaires jusqu’au remplissage. Selon la configuration, un seul opérateur suffit là où il en fallait jusqu’à quatre auparavant. Une gestion intégrée et assistée par logiciel des chutes réduit les déchets. Quel que soit le concept de ligne existant, le service Frame:racer apporte des améliorations sensibles en termes de vitesse, de qualité et de gestion du personnel.
Assemblage des formes spéciales
Pour la fabrication de fenêtres aux formes spéciales – par exemple ovales ou rondes – les cadres de barres intercalaires Swisspacer peuvent également être cintrés à chaud à la main pour l’unité de vitrage isolant requise. Même les formes complexes et les petits rayons sont possibles.
Le traitement peut s’effectuer sur un banc de vissage de Rottler und Rüdiger und Partner GmbH (Langenzenn). Pour garantir une plus grande stabilité dimensionnelle lors de la procédure de chauffage, il est recommandé de remplir les profils de dessiccant avant le cintrage (par exemple avec un remplisseur à gravité). Ensuite, les barres intercalaires Swisspacer sont chauffées dans un four ou avec un souffleur d’air chaud (norme industrielle) à environ 115 °C pendant 2 à 3 minutes. Après chauffage, le rayon souhaité peut être formé à l’aide d’un système à trois rouleaux ou d’un gabarit négatif. Un traitement semi-automatique ou entièrement automatique peut également être mis en œuvre pour les systèmes de barres – avec le Quadrobot, par exemple. La machine d’assemblage verticale de Rottler und Rüdiger und Partner est spécialement conçue pour la fixation des croisillons dans les cadres de barres intercalaires. Pour le reste des étapes de traitement, le cadre achevé est suspendu sur un portique spécial pour cadres.
Assemblage des barres géorgiennes
Bien que les traverses décoratives ne soient pas cintrées comme les intercalaires, leur traitement s’aligne sur le même flux industriel utilisé pour la fabrication des intercalaires à bord chaud. La production peut être effectuée manuellement ou intégrée dans des lignes automatisées de fabrication d’IGU.
Traitement manuel
Le traitement manuel est généralement utilisé pour la production en petites séries ou les projets spécifiques. Cela implique :
- Découpe
Les profils sont découpés à des longueurs précises à l’aide de systèmes de coupe standards de l’industrie du verre. Une coupe nette est facilitée par le comportement homogène du matériau composite, comme documenté également pour les intercalaires Swisspacer. - Ébavurage et nettoyage
Il est recommandé de retirer la poussière et la charge électrostatique pour éviter toute contamination à l’intérieur de l’IGU. Les consignes de traitement des intercalaires Swisspacer recommandent expressément de souffler les profils avec de l’air déionisé ; la même précaution s’applique aux traverses décoratives. - Assemblage avec accessoires
Les croisillons sont conçus avec plusieurs lamelles de serrage pour garantir une fixation par friction sûre. Une protection intégrée contre les vibrations empêche les bruits dans les traverses d’une profondeur ≥10 mm.
Les bouchons d’extrémité et les connecteurs en T (transparents ou colorés) permettent une terminaison ou un couplage précis à l’intersection. Les connecteurs en T ne comportent pas de butée, ce qui autorise des transitions continues et sans joint. - Intégration dans l’IGU
Les grilles de traverses décoratives complétées sont placées entre les vitrages lors de l’assemblage de l’IGU. Leur précision dimensionnelle garantit la compatibilité avec les tolérances de fabrication des IGU existantes.