Swisspacer oferuje elastyczne i wydajne rozwiązania do obróbki ramek międzyszybowych o ciepłej krawędzi, szprosów oraz akcesoriów. Niezależnie od tego, czy Twoja produkcja jest ręczna, czy w pełni zautomatyzowana, nasze komponenty płynnie integrują się z szeroką gamą procesów produkcji szyb zespolonych.
Na tej stronie internetowej znajdziesz jasne wskazówki, praktyczne porady i najlepsze praktyki na każdym etapie obróbki – od cięcia, gięcia i montażu ram po napełnianie gazem, uszczelnianie oraz obsługę systemów szprosowych i powiązanych akcesoriów.
Naszym celem jest wsparcie Cię zwięzłymi, praktycznymi informacjami, aby produkcja była precyzyjna, niezawodna i opłacalna.
Ręczne przetwarzanie
Nawet przy mniejszych seriach produkcyjnych lub projektach, ręczne wykonywanie ramek pozostaje najczęściej spotykaną metodą. Producenci szyb zespolonych mogą bardzo łatwo i bez większego wysiłku przetwarzać ramki dystansowe Swisspacer na istniejących liniach produkcyjnych. Aby zapewnić, że wykonane ramki zawsze będą najwyższej jakości, należy wziąć pod uwagę kilka ważnych kwestii.
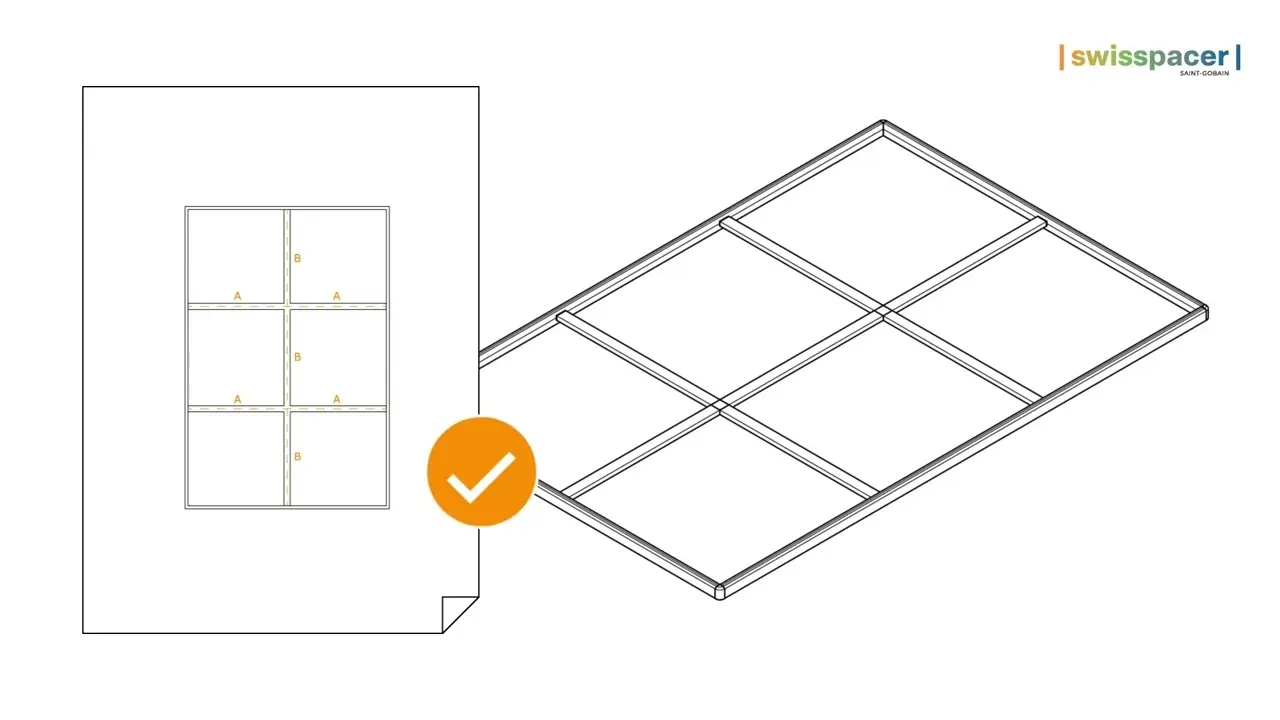
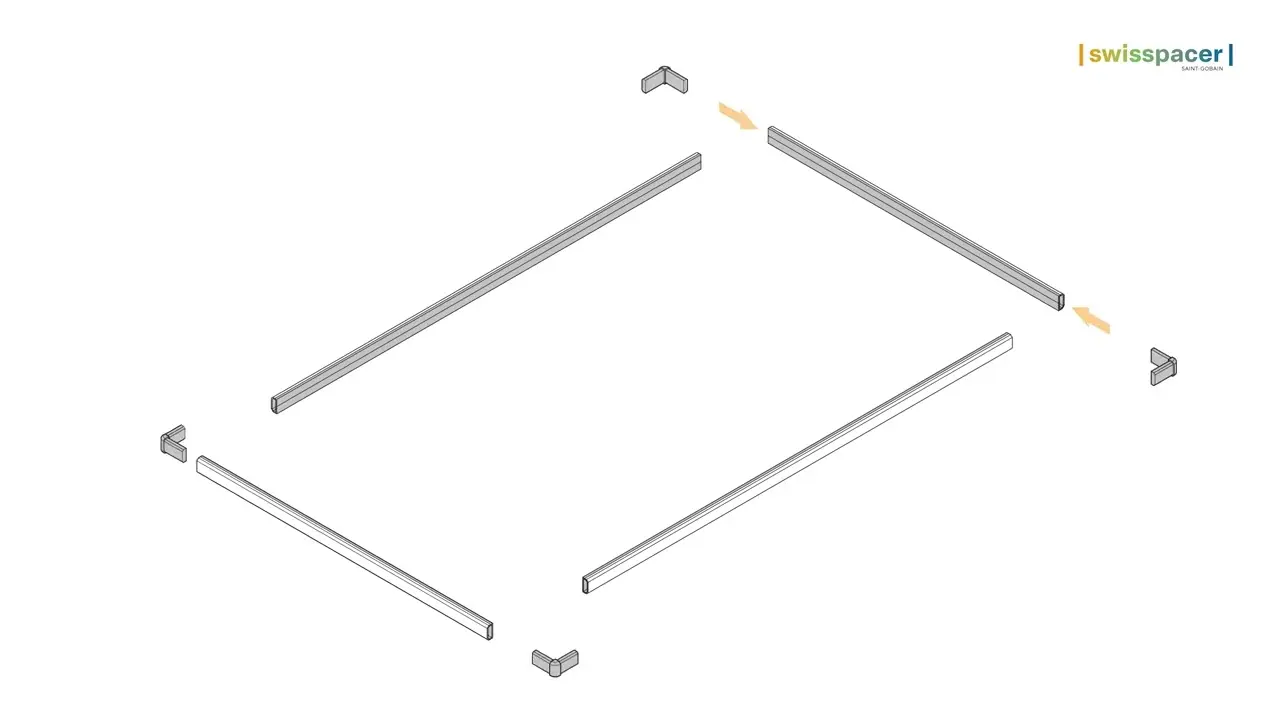
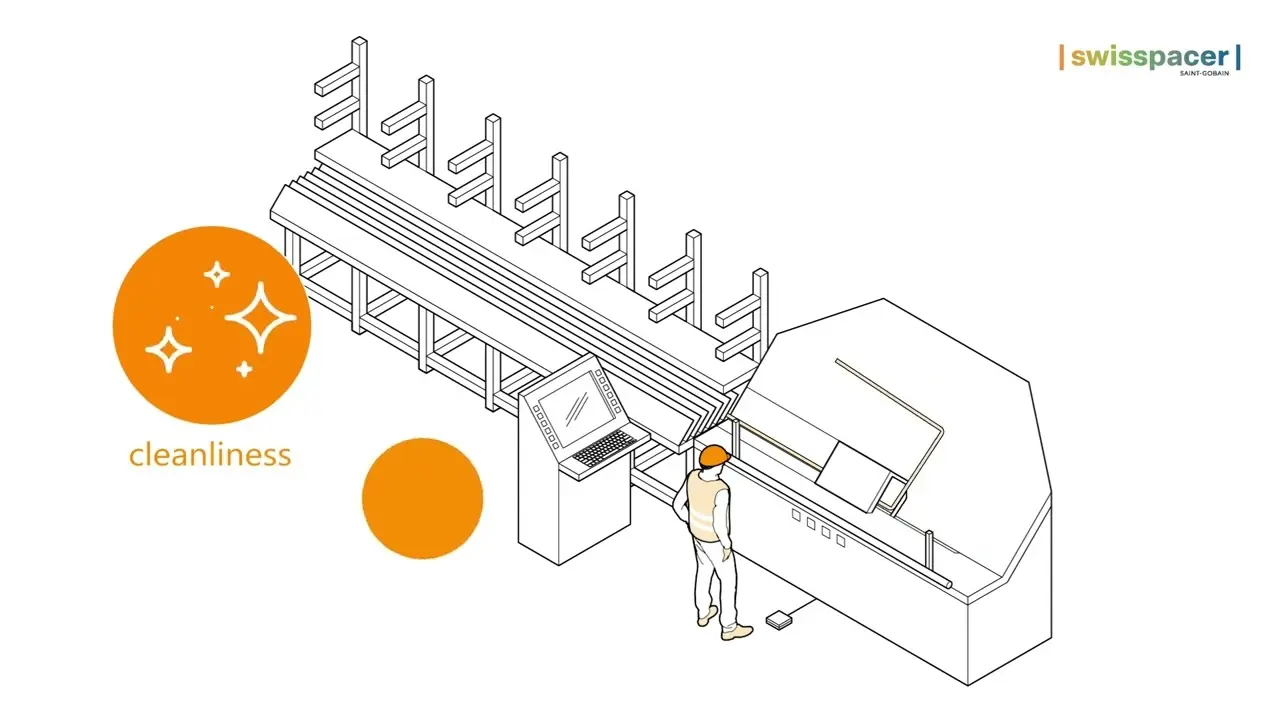
Przede wszystkim ramki dystansowe powinny być przechowywane w suchym i ogrzewanym pomieszczeniu oraz chronione przed kurzem przed użyciem. Po wyjęciu z pudełka należy zadbać, aby profile ramki dystansowej nie miały kontaktu z podłożem podczas przenoszenia ich na stół tnący. Podczas cięcia ramek dystansowych na żądaną długość muszą być one stabilnie osadzone w maszynie, aby uzyskać czyste cięcie. Zaleca się również przedmuchanie ramek dystansowych zdemineralizowanym powietrzem – zapobiega to gromadzeniu się ładunku elektrostatycznego. Po docięciu ramek dystansowych na długość, są one składane w ramki. Polega to na wsunięciu kluczy narożnych lub łączników podłużnych do profili ramek dystansowych na obu końcach aż do oporu. Na koniec gotową ramkę należy zawiesić na wieszaku ramkowym do kolejnych etapów obróbki.
Obróbka gięcia
Zautomatyzowane przetwarzanie poprzez gięcie na gorąco jest idealne do produkcji ramek dystansowych Swisspacer w sposób wydajny czasowo i ekonomiczny. Najnowsze systemy gięcia zapewniają estetyczne narożniki i osiągają czasy cyklu około 60 sekund dla ramek giętych na gorąco, w zależności od wielkości. Ponieważ listwy dystansowe Swisspacer można wyginać tylko wtedy, gdy są ciepłe, systemy do ich obróbki muszą być wyposażone w opcję podgrzewania.
W zależności od zastosowanej technologii maszynowej, proces produkcji ramki przebiega następująco: Najpierw napełniany jest magazyn listew dystansowych. Listwa dystansowa jest mierzona w maszynie, następnie podgrzewana przez element grzewczy i natychmiast wyginana. W zależności od używanej maszyny, wewnętrzne narożniki ramki mogą być zaokrąglone lub mieć niemal ostre kąty 90°. Na końcu profile są (ręcznie) składane za pomocą łącznika wzdłużnego. Zaleca się powieszenie gotowej ramki dystansowej na stojaku na dalsze etapy obróbki.
Następujący partnerzy produkcyjni oferują giętarki do listew dystansowych Swisspacer:
- Lisec Austria GmbH (AT)
- Lombarda Macchine S.r.l. (IT)
- Forel Spa (IT)
- Rjukan (Norwegia)
- Beijing Boza Automation Machinery Co., Ltd (CN)
- Best Makina (TR)
Proces spawania
W przemysłowej produkcji zespolonych szyb izolacyjnych, listwy dystansowe Swisspacer są z reguły automatycznie przetwarzane w gotową ramę. Dzięki (ultradźwiękowemu) zgrzewaniu możliwe są szczególnie ekonomiczne i niezwykle szybkie procesy. W tym celu firma Rottler und Rüdiger und Partner GmbH (Langenzenn) oferuje różne modele nowoczesnych zgrzewarek – dla maksymalnej jakości obróbki i wydajności. Na przykład przy użyciu szybkiej i zaawansowanej technologicznie zgrzewarki Rowelo ramy Swisspacer można wykonać w czasie cyklu krótszym niż 30 sekund. Przy bardzo precyzyjnych narożnikach ramy i wysokiej jakości wykończeniu.
Proces produkcji przebiega następująco: najpierw profile listew dystansowych są automatycznie pobierane z magazynu, transportowane do przecinarki i cięte pod kątem. Następnie, wycięte profile listew dystansowych ręcznie umieszcza się w zgrzewarce, gdzie są automatycznie zsuwane, wstępnie pozycjonowane i zgrzewane za pomocą ultradźwięków. Wykonane z listew Swisspacer ramy trafiają następnie do magazynu pośredniego na specjalne stojaki ramowe.
Frame:racer Przetwarzanie
Producenci szkła zespolonego muszą coraz bardziej zwiększać efektywność swojej produkcji. Ograniczona przestrzeń oraz rosnące wymagania dotyczące szybkości i niezawodności procesów stawiają przed firmami nowe wyzwania. Automatyzacja oferuje tu decydujące możliwości: zapewnia powtarzalne rezultaty, odciąża operatorów i pozwala wykwalifikowanym pracownikom skupić się na zadaniach wymagających precyzji i doświadczenia.
Swisspacer przekłada tę szansę na efektywność na maksymalną elastyczność procesu: ramki dystansowe mogą być przetwarzane z wysoką jakością poprzez wkładanie, zgrzewanie lub gięcie na ciepło, w zależności od logiki linii produkcyjnej. Dzięki Frame:racer Swisspacer poszerza swoje portfolio usług o w pełni zautomatyzowany montaż – rozwiązanie zapewniające maksymalną precyzję wymiarową i powtarzalną jakość przy wysokich wydajnościach cyklicznych.
Co obiecuje Frame:racer
Dzięki wysokiemu poziomowi inteligencji procesu, ramki dystansowe Swisspacer prowadzone są przez kilka precyzyjnie zsynchronizowanych stacji – od zautomatyzowanego montażu belek dystansowych po napełnianie. W zależności od konfiguracji wystarczy jeden operator zamiast dotychczas nawet czterech. Zintegrowane, wspierane oprogramowaniem zarządzanie cięciem ogranicza ilość odpadów. Niezależnie od przyjętej koncepcji linii, usługa Frame:racer zapewnia zauważalną poprawę prędkości, jakości oraz zaangażowania personelu.
Specjalna obróbka kształtów
Do produkcji okien o nietypowych kształtach – na przykład owalnych lub okrągłych – ramki dystansowe Swisspacer mogą być również ręcznie wyginane na gorąco do wymaganego zespołu szyb zespolonych. Możliwe są nawet skomplikowane kształty i małe promienie.
Obróbkę można przeprowadzić na stole montażowym firmy Rottler und Rüdiger und Partner GmbH (Langenzenn). Aby zapewnić większą stabilność wymiarową podczas podgrzewania, profile powinny być wypełnione środkiem osuszającym przed procesem gięcia (np. przy użyciu napełniacza grawitacyjnego). Następnie ramki dystansowe Swisspacer są podgrzewane w piecu lub za pomocą nagrzewnicy powietrza (standard przemysłowy) w temperaturze około 115 °C przez 2 do 3 minut. Po podgrzaniu można uformować żądany promień przy użyciu systemu trójwalcowego lub negatywnej formy. Możliwa jest również półautomatyczna lub w pełni automatyczna obróbka systemów listew – na przykład przy pomocy Quadrobota. Pionowa maszyna montażowa firmy Rottler und Rüdiger und Partner jest specjalnie zaprojektowana do mocowania krat w ramkach dystansowych. Po wykonaniu pozostałych etapów obróbki gotowa ramka zostaje zawieszona na specjalnym zawiesiu ramowym.
Przetwarzanie batonów gruzińskich
Chociaż szprosy weneckie nie są gięte jak ramki dystansowe, ich obróbka jest zbieżna z tym samym przemysłowym procesem stosowanym do produkcji ramek dystansowych typu warm-edge. Produkcja może być realizowana ręcznie lub zintegrowana z automatycznymi liniami do wytwarzania szyb zespolonych IGU.
Obróbka ręczna
Obróbka ręczna jest zazwyczaj wykorzystywana przy produkcji małoseryjnej lub wytwarzaniu projektowym. Obejmuje ona:
- Cięcie
Profile szprosów są cięte na dokładne długości za pomocą standardowych systemów cięcia stosowanych w przemyśle szklarskim. Czyste cięcie ułatwia jednorodna struktura materiału kompozytowego, co potwierdzają również badania dotyczące ramek dystansowych Swisspacer. - Gratowanie i czyszczenie
Zaleca się usuwanie pyłu i ładunku elektrostatycznego, by uniknąć zanieczyszczeń wewnątrz IGU. Wytyczne Swisspacer dotyczące obróbki ramek dystansowych wyraźnie zalecają przedmuchiwanie profili powietrzem zdemineralizowanym; ta sama ostrożność dotyczy szprosów weneckich. - Montaż z użyciem akcesoriów
Krzyżaki są zaprojektowane z wieloma listwami mocującymi, aby zagwarantować pewne wpasowanie na wcisk. Zintegrowana ochrona przed grzechotaniem zapobiega powstawaniu drgań akustycznych wewnątrz profili o głębokości ≥10 mm.
Zatyczki końcowe i łączniki typu T (przezroczyste lub kolorowe) umożliwiają precyzyjne zakończenie lub połączenie krzyżowe. Łączniki typu T nie mają ogranicznika, co pozwala na płynne i bezszwowe przejścia. - Integracja z IGU
Gotowe kratownice szprosów weneckich są umieszczane między taflami szkła podczas montażu IGU. Ich dokładność wymiarowa zapewnia kompatybilność z obowiązującymi tolerancjami produkcyjnymi IGU.