Swisspacer 提供灵活高效的解决方案,用于加工暖边隔条、格条和配件。无论您的生产方式是手动还是全自动,我们的组件都能顺利集成到各种中空玻璃单元(IGU)制造流程中。
在本网站上,您可以找到关于所有加工步骤的清晰指导、实用技巧和最佳实践——从切割、弯曲和框架组装,到充气、密封以及格条系统和相关配件的操作。
我们的目标是为您提供简明实用的信息,助力实现精准、可靠且具成本效益的生产。
人工处理
即使是较小的生产批量或项目,手工制作框架仍然是最常见的方法。中空玻璃单元制造商可以非常轻松、无需大量投入地在现有生产线上加工 Swisspacer 间隔条。为确保所制造的框架始终保持高品质,有一些重要事项需要注意。
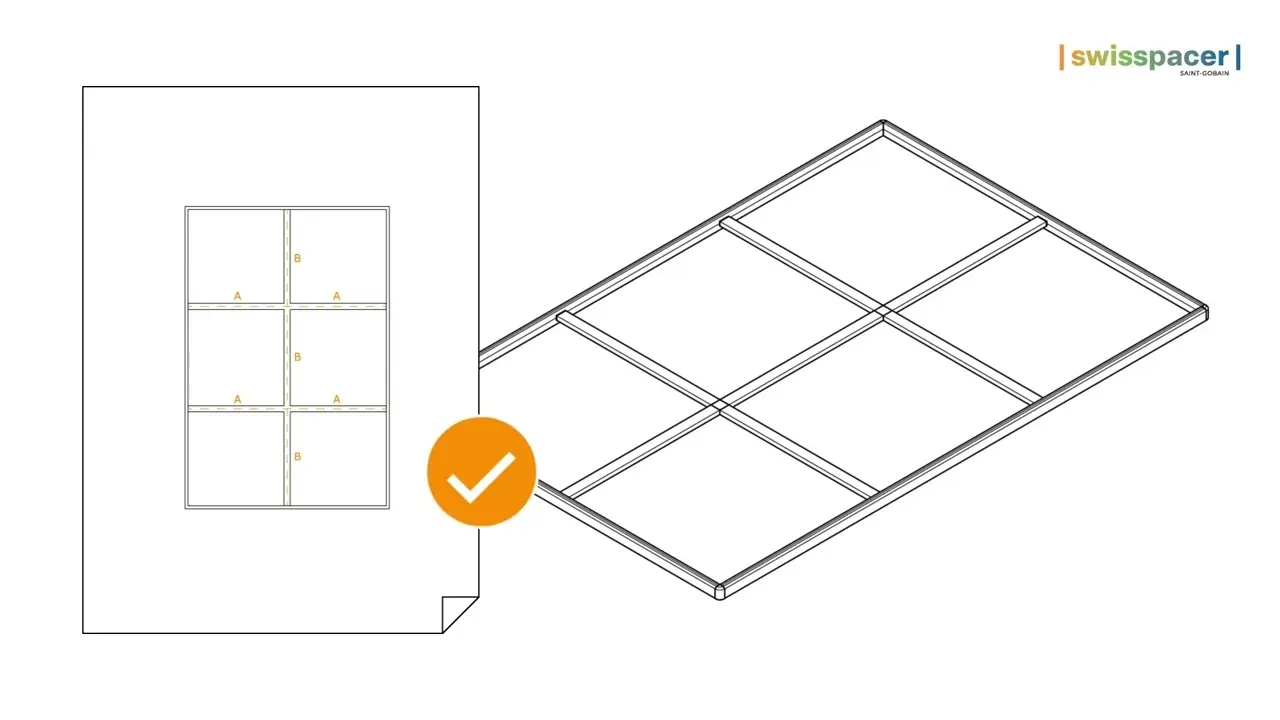
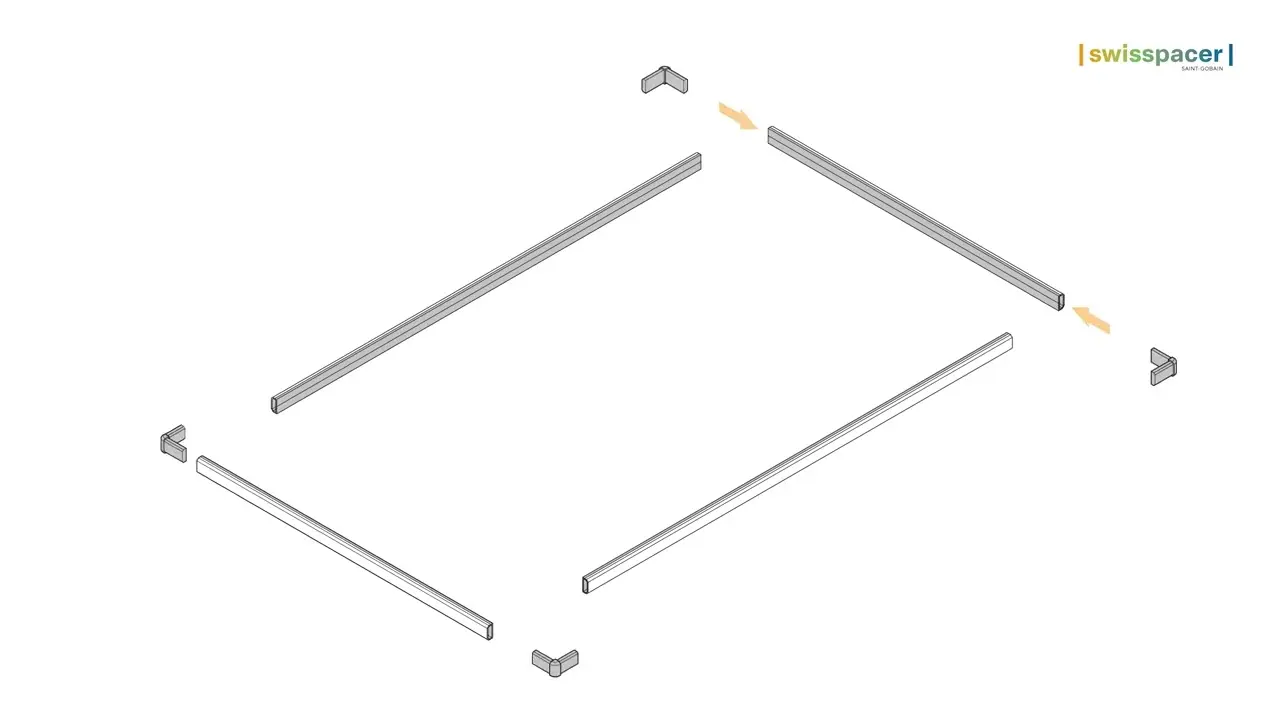
首先,间隔条应储存在干燥和加热的区域,并在使用前防尘保护。将它们从包装盒中取出后,确保在搬运到切割台时,间隔条型材不要接触地面。在将间隔条切割至所需长度时,必须将其牢固地固定在机器上,以实现整齐的切割效果。还建议使用去离子空气吹净间隔条——这样可以防止静电积聚。间隔条切割到所需长度后,将它们组装成框架。这需要在间隔条型材两端插入角码或纵向连接件直到止动位。最后,将制成的框架悬挂在框架吊架上,进行下一步加工。
弯曲加工
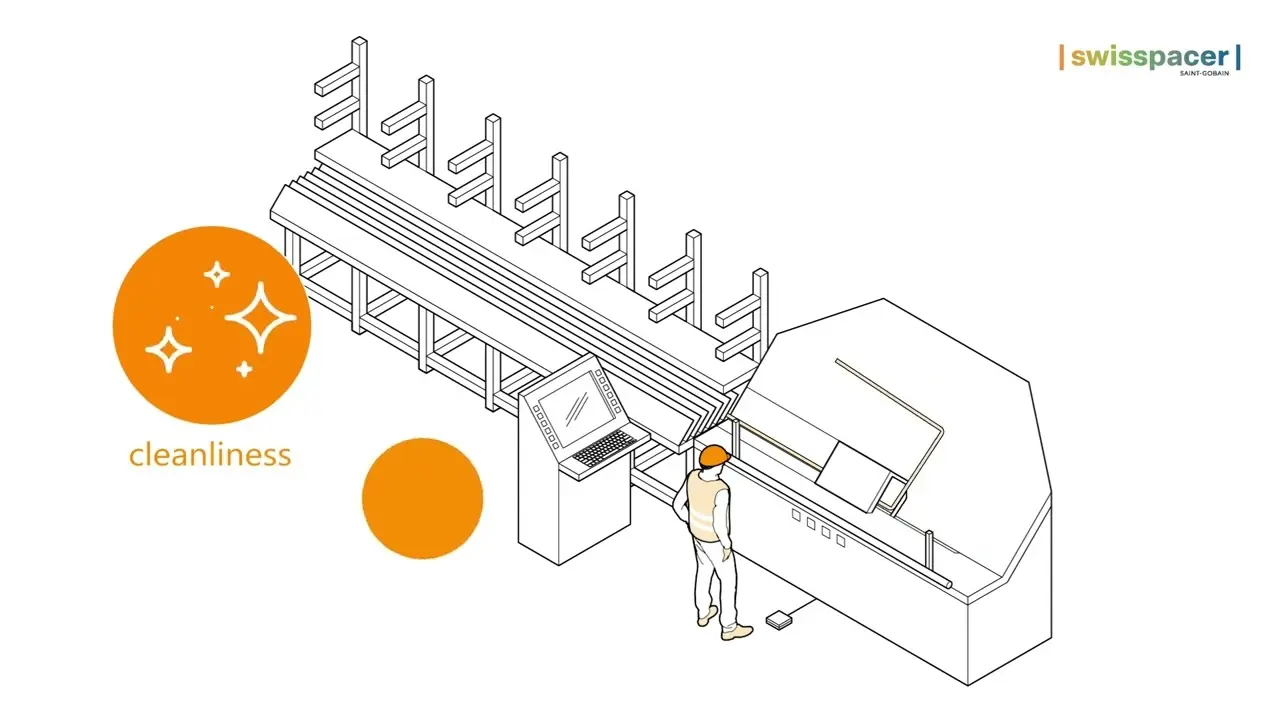
通过热弯实现自动化加工,是以高效且经济的方式生产 Swisspacer 间隔条框架的理想选择。最新的弯曲系统不仅能够加工出美观的角部,还能根据框架的尺寸,实现大约 60 秒的热弯成型周期。由于 Swisspacer 间隔条只能在加热状态下进行弯折,因此对其进行加工的系统必须配备加热装置。
根据所用的机器技术,框架的制造过程如下进行:首先,填充间隔条储存仓。机器会对间隔条进行测量,随后由加热元件加热并立即进行弯折。根据具体设备,内框的角部可以制成圆角,也可以制成接近直角的 90° 锐角。最后,用纵向连接件将型材(手动)装配完成。建议将成品间隔条框架挂在吊架上,以便后续加工步骤。
以下制造合作伙伴提供适用于 Swisspacer 间隔条的弯曲机:
- Lisec Austria GmbH(奥地利)
- Lombarda Macchine S.r.l.(意大利)
- Forel Spa(意大利)
- Rjukan(挪威)
- 北京博扎自动化机械有限公司(中国)
- Best Makina(土耳其)
焊接加工
在中空玻璃单元的工业生产中,Swisspacer间隔条通常经过自动化加工,制成成品框架。实际上,(超声波)焊接使生产过程更加经济高效。为此,Rottler und Rüdiger und Partner GmbH(Langenzenn)提供多种型号的现代化焊接机,以实现最高的加工质量和效率。例如,采用高速高科技的Rowelo焊接机,Swisspacer框架的生产周期可低于30秒,框角极为精确,表面精致高档。
生产过程如下:首先,间隔条型材会从料仓中自动取出,输送到切割机进行切割和斜接。接下来,切好的间隔条型材由人工放入焊接机,然后通过自动化程序进行定位、预定位和超声波焊接。由Swisspacer间隔条制成的框架,随后会暂时存放在专用的框架挂架上。
帧:赛车处理
中空玻璃制造商必须使其生产变得越来越高效。有限的空间以及对速度和工艺可靠性的日益增长的需求,为企业带来了新的挑战。自动化在这里提供了决定性的机遇:它确保了可复制的结果,降低了操作员的工作负担,并使技术人员能够专注于那些需要精确度和经验的任务。
Swisspacer将这种效率机遇转化为最大的工艺灵活性:根据生产线的逻辑,间隔条可以通过插入、焊接或热弯等方式高质量地加工。凭借Frame:racer,Swisspacer将其服务组合扩展到全自动组装——这是针对高节拍率下实现极致尺寸精度和可重复质量的解决方案。
Frame:racer的承诺
得益于高度的工艺智能,Swisspacer间隔条能够通过多个精密协调的工位——从自动化间隔条组装到灌装。根据配置,现在只需一名操作员即可完成,以前则需要多达四人。集成的软件支持切割废料处理,减少了浪费。无论现有生产线概念如何,Frame:racer服务都能在速度、质量和人力部署方面带来显著提升。
特殊形状加工
对于制造特殊形状的窗户——例如椭圆形或圆形——Swisspacer隔条框架也可以通过手工热弯来满足所需的中空玻璃单元。即使是复杂的形状和小半径也都可以实现。
加工可以在Rottler und Rüdiger und Partner GmbH(Langenzenn)提供的螺栓工作台上进行。为确保加热过程中尺寸更稳定,型材在弯曲前应先填充干燥剂(例如使用重力加料器)。接下来,将Swisspacer隔条在烤箱或热风枪(工业标准)中以约115°C加热2到3分钟。加热后,可以通过三辊系统或负模板形成所需的半径。对于型材系统,也可以实现半自动或全自动加工——例如使用Quadrobot。Rottler und Rüdiger und Partner的立式组装机专为在隔条框架中固定条形格栅而设计。在剩余的加工步骤中,完成的框架会被挂在专用框架吊架上。
格鲁吉亚酒吧处理
虽然格鲁吉亚条不像间隔框架那样弯曲,但其加工工艺与用于暖边间隔条制造的工业流程保持一致。生产既可以手工进行,也可以集成到自动化中空玻璃单元(IGU)生产线上。
手工加工
手工加工通常应用于小批量或项目定制化生产环境。其步骤包括:
- 切割
条型材通过标准玻璃行业切割系统被精准切割至所需长度。复合材料的均质特性有助于实现干净切割,这一点在 Swisspacer 间隔条的相关文献中也有说明。 - 去毛刺与清洁
建议去除灰尘和静电以避免 IGU 内部污染。Swisspacer 间隔条加工指南明确建议使用去离子空气吹扫型材;同样的预防措施也适用于格鲁吉亚条。 - 使用配件组装
十字连接件设计有多条夹紧板条,确保牢固的摩擦式插入。集成防晃动保护,可防止条深度≥10毫米时产生的声学振动。
端塞及 T 形连接件(透明或有色)可实现精准封端或交叉连接。T 形连接件无封端,可实现顺畅、无缝过渡。 - 嵌入 IGU
装配完成的格鲁吉亚条格栅会在 IGU 组装过程中置于两片玻璃之间。其尺寸精度确保与现有 IGU 制造公差兼容。