Swisspacer bietet flexible, effiziente Lösungen für die Verarbeitung von Warme‑Kante-Abstandhaltern, Sprossen und Zubehör. Unabhängig davon, ob Ihre Produktion manuell oder vollautomatisch ist, lassen sich unsere Komponenten reibungslos in eine Vielzahl von Isolierglasherstellungsprozessen integrieren.
Auf dieser Website finden Sie klare Anleitungen, praxisnahe Tipps und bewährte Verfahren für alle Bearbeitungsschritte – vom Zuschneiden, Biegen und Zusammenbauen der Rahmen bis hin zum Gasfüllprozess, Versiegeln und dem Umgang mit Sprossensystemen und zugehörigem Zubehör.
Unser Ziel ist es, Sie mit prägnanten, praxisorientierten Informationen für eine präzise, zuverlässige und kosteneffiziente Produktion zu unterstützen.
Manuelle Verarbeitung
Auch bei kleineren Produktionsserien oder Projekten bleibt die manuelle Herstellung der Rahmen die am weitesten verbreitete Methode. Hersteller von Isolierglas-Einheiten können Swisspacer-Abstandhalter sehr einfach und ohne großen Aufwand in bestehenden Produktionslinien verarbeiten. Damit die hergestellten Rahmen stets von höchster Qualität sind, müssen einige wichtige Punkte beachtet werden.
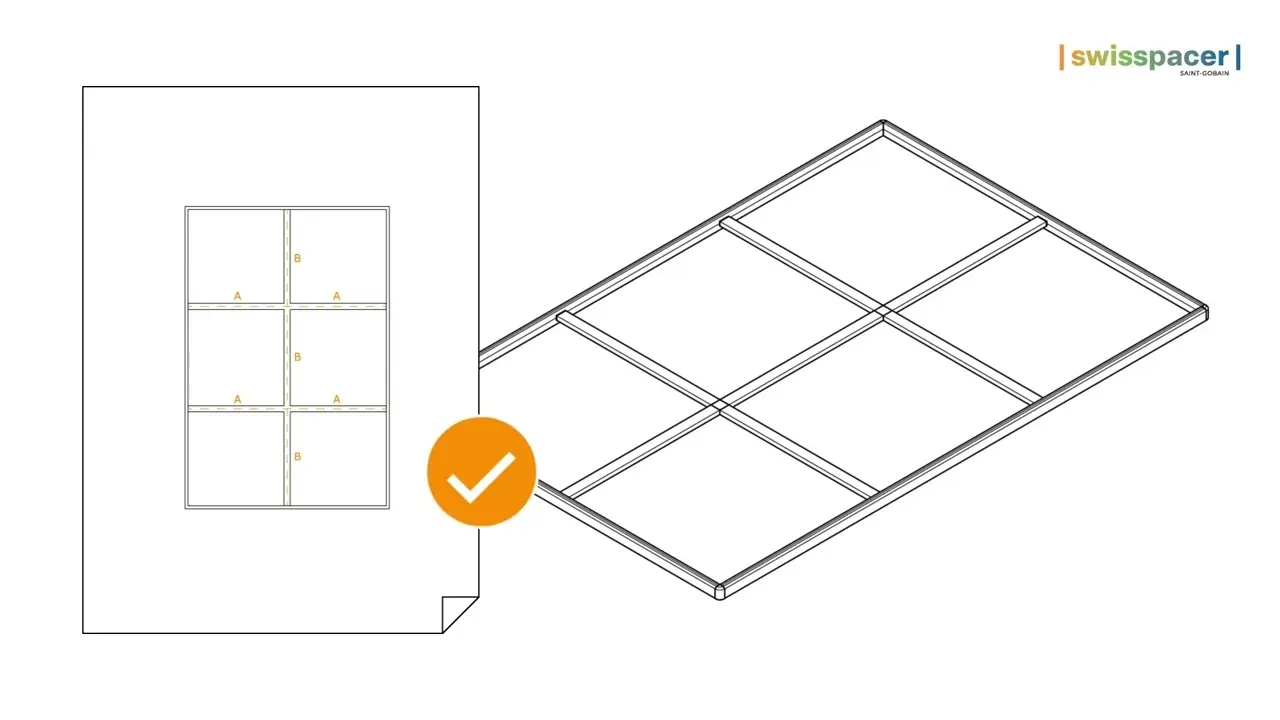
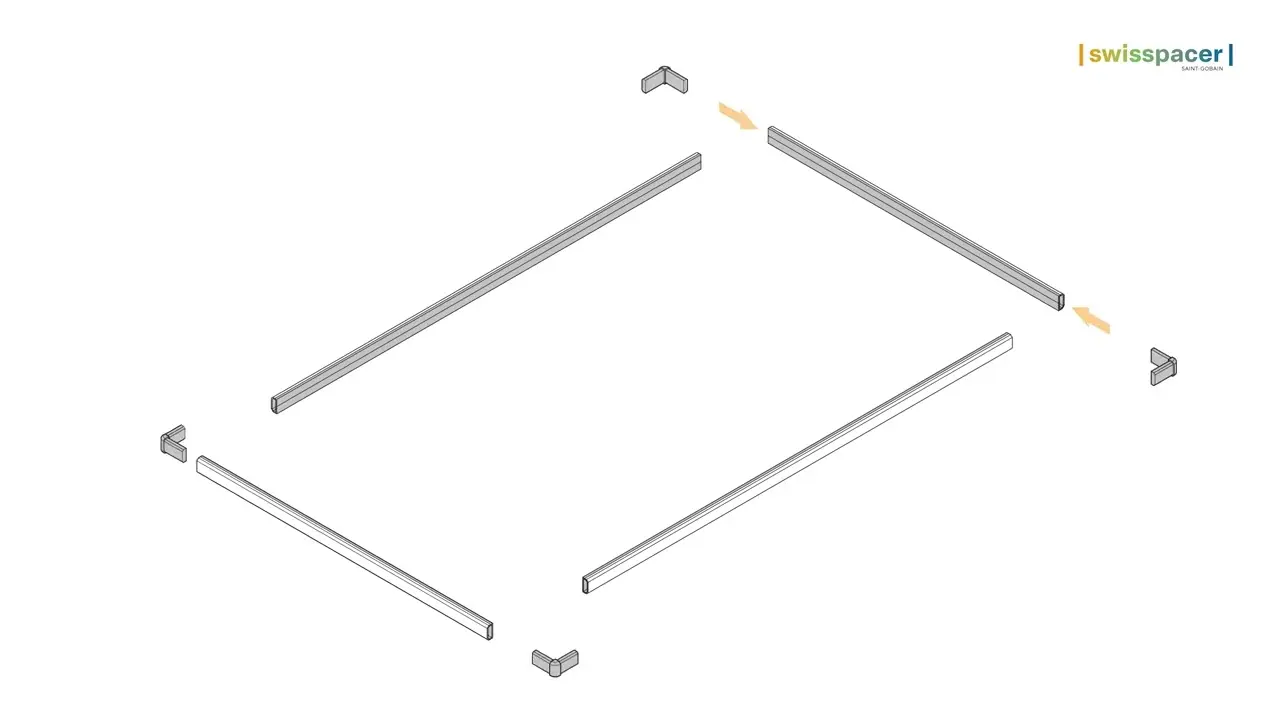
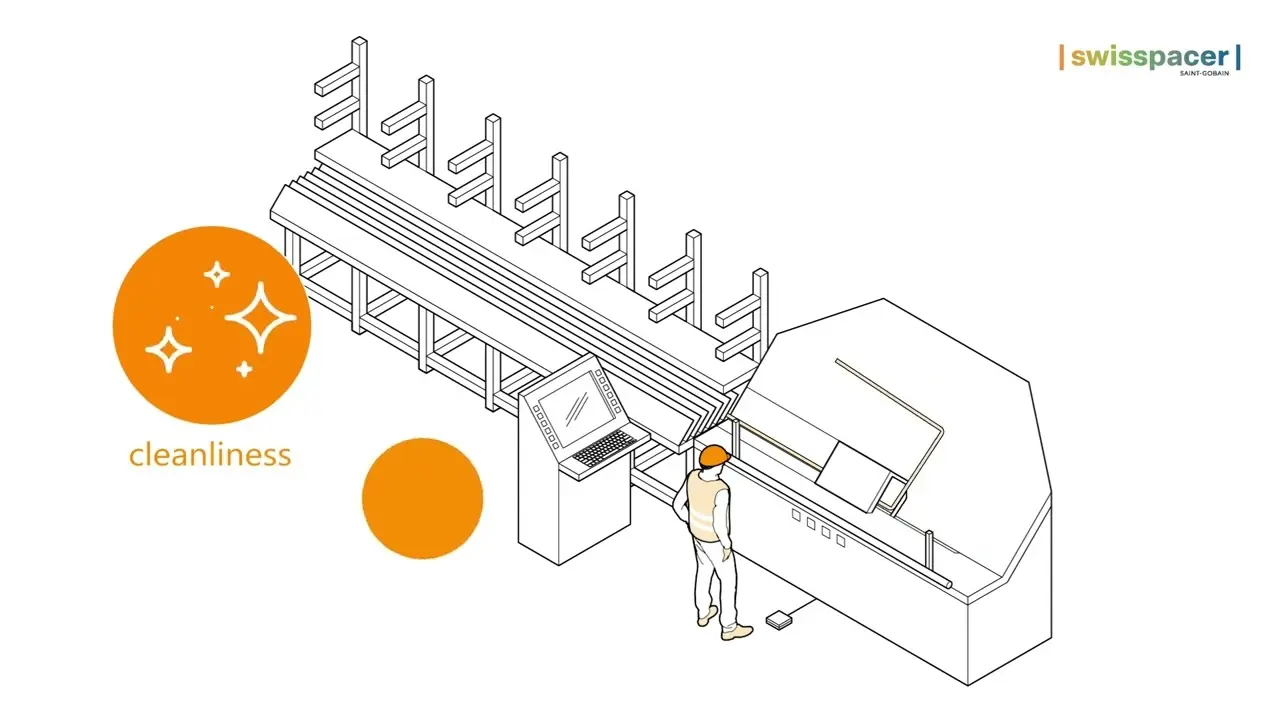
Zunächst sollten die Abstandhalter in einem trockenen und beheizten Bereich gelagert und vor Staub geschützt werden, bevor sie zum Einsatz kommen. Nach dem Entnehmen aus dem Karton ist darauf zu achten, dass die Abstandhalter-Profile beim Transport zum Zuschnitt-Tisch nicht den Boden berühren. Beim Zuschneiden auf die gewünschte Länge müssen sie in der Maschine sicher fixiert werden, um einen sauberen Schnitt zu erzielen. Es wird außerdem empfohlen, die Abstandhalter mit deionisierter Luft abzublasen – so wird ein Aufbau elektrostatischer Ladung verhindert. Nach dem Längenzuschnitt werden die Abstandhalter zu Rahmen zusammengesetzt. Dabei werden Eckverbinder oder Längsverbinder an beiden Enden bis zum Anschlag in die Abstandhalter-Profile eingeführt. Abschließend sollte der fertige Rahmen für die nächsten Verarbeitungsschritte an einem Rahmen-Galgen aufgehängt werden.
Biegeverarbeitung
Die automatisierte Verarbeitung durch Heißbiegen ist ideal, um Swisspacer-Abstandsrahmen zeiteffizient und wirtschaftlich herzustellen. Die neuesten Biegesysteme erzeugen ästhetische Ecken und erreichen je nach Größe Zykluszeiten von ca. 60 Sekunden für heißgebogene Rahmen. Da Swisspacer-Abstandshalter nur im warmen Zustand gebogen werden können, müssen die für die Verarbeitung eingesetzten Systeme mit einer Heizfunktion ausgestattet sein.
Je nach Maschinentechnologie läuft der Rahmenherstellungsprozess wie folgt ab: Zuerst wird das Magazin für die Abstandshalter gefüllt. Der Abstandshalter wird in der Maschine vermessen, anschließend durch das Heizelement erwärmt und direkt gebogen. Je nach eingesetzter Maschine können die inneren Rahmenecken abgerundet oder nahezu rechtwinklig mit 90°-Ecken ausgeführt werden. Abschließend werden die Profile (manuell) mit einem Längsverbinder montiert. Es wird empfohlen, den fertigen Abstandshalterrahmen für die weiteren Verarbeitungsschritte an einen Galgen zu hängen.
Folgende Fertigungspartner bieten Biegemaschinen für Swisspacer-Abstandshalter an:
- Lisec Austria GmbH (AT)
- Lombarda Macchine S.r.l. (IT)
- Forel Spa (IT)
- Rjukan (Norwegen)
- Beijing Boza Automation Machinery Co., Ltd (CN)
- Best Makina (TR)
Schweiß-Verarbeitung
In der industriellen Produktion von Isolierglaseinheiten werden Swisspacer-Abstandhalter in der Regel automatisiert zu einem fertigen Rahmen verarbeitet. Tatsächlich ermöglicht das (ultraschall-)Schweißen besonders wirtschaftliche und zeiteffiziente Prozesse. Zu diesem Zweck bietet die Rottler und Rüdiger und Partner GmbH (Langenzenn) verschiedene Modelle moderner Schweißmaschinen an – für maximale Verarbeitungsqualität und Effizienz. Mit der Hochgeschwindigkeits- und Hightech-Schweißmaschine Rowelo können beispielsweise Swisspacer-Rahmen in einer Taktzeit von weniger als 30 Sekunden hergestellt werden, mit sehr präzisen Rahmenecken und einer hochwertigen Oberfläche.
Der Produktionsprozess gestaltet sich wie folgt: Zuerst werden die Abstandhalterprofile automatisch aus einem Magazin entnommen, zur Schneidemaschine transportiert und auf Gehrung geschnitten. Anschließend werden die zugeschnittenen Abstandhalterprofile von Hand in die Schweißmaschine eingelegt und dann automatisch zusammengeführt, vorpositioniert und mittels Ultraschall verschweißt. Die aus Swisspacer-Abstandhaltern hergestellten Rahmen werden danach zur Zwischenlagerung auf spezielle Rahmen-Galgen befördert.
Frame:racer Verarbeitung
Isolierglashersteller müssen ihre Produktion zunehmend effizienter gestalten. Begrenzte Platzverhältnisse und wachsende Anforderungen an Geschwindigkeit und Prozesssicherheit stellen Unternehmen vor neue Herausforderungen. Automatisierung bietet hier entscheidende Chancen: Sie sorgt für reproduzierbare Ergebnisse, verringert die Belastung der Bedienenden und ermöglicht es Fachkräften, sich auf Aufgaben zu konzentrieren, die Präzision und Erfahrung erfordern.
Swisspacer übersetzt diese Effizienzchance in maximale Prozessflexibilität: Abstandhalter können, je nach Linienlogik, durch Einlegen, Verschweißen oder Warmbiegen in hoher Qualität verarbeitet werden. Mit Frame:racer erweitert Swisspacer sein Serviceportfolio um die vollautomatisierte Montage – eine Lösung für maximale Maßgenauigkeit und reproduzierbare Qualität bei hohen Taktzahlen.
Was Frame:racer verspricht
Dank hoher Prozessintelligenz werden Swisspacer-Abstandhalter durch mehrere präzise aufeinander abgestimmte Stationen geführt – vom automatischen Zusammenbau der Abstandhalterprofile bis zum Befüllen. Je nach Ausrichtung reicht statt bisher bis zu vier Bedienenden eine einzelne Person. Ein integriertes, softwaregestütztes Reststückmanagement reduziert Verschnitt. Unabhängig vom bestehenden Linienkonzept sorgt der Service von Frame:racer für spürbare Verbesserungen bei Geschwindigkeit, Qualität und Personaleinsatz.
Sonderformen verarbeiten
Für die Herstellung von Fenstern mit besonderen Formen – zum Beispiel oval oder rund – können Swisspacer-Abstandhalterrahmen auch von Hand für die gewünschte Isolierglaseinheit heiß gebogen werden. Selbst komplizierte Formen und kleine Radien sind möglich.
Die Verarbeitung kann auf einer Verschraubungsbank der Rottler und Rüdiger und Partner GmbH (Langenzenn) erfolgen. Um eine höhere Maßhaltigkeit während des Erhitzungsvorgangs zu gewährleisten, sollten die Profile vor dem Biegeprozess mit Trockenmittel befüllt werden (z. B. mit Schwerkraftfüller). Anschließend werden die Swisspacer-Abstandhalter in einem Ofen oder mit einem Heißluftgebläse (Industriestandard) bei ca. 115 °C für 2 bis 3 Minuten erhitzt. Nach dem Erwärmen kann der gewünschte Radius über ein Dreiwalzensystem oder eine Negativform gebildet werden. Eine halb- oder vollautomatische Verarbeitung ist für Stangensysteme ebenfalls möglich – zum Beispiel mit dem Quadrobot. Die Vertikal-Montagemaschine von Rottler und Rüdiger und Partner ist speziell für das Fixieren von Sprossengittern in Abstandhalterrahmen konzipiert. Für die restlichen Bearbeitungsschritte wird der fertige Rahmen an einem speziellen Rahmen-Galgen aufgehängt.
Georgische Barsverarbeitung
Obwohl Sprossen nicht wie Abstandshalterrahmen gebogen werden, erfolgt ihre Verarbeitung im gleichen industriellen Workflow wie bei der Fertigung von Warme-Kante-Abstandhaltern. Die Produktion kann manuell oder in automatisierte ISO-Glas-Linien integriert erfolgen.
Manuelle Verarbeitung
Die manuelle Verarbeitung wird typischerweise in Kleinserien oder projektspezifischen Produktionsumgebungen eingesetzt. Diese umfasst:
- Zuschnitt
Sprossenprofile werden mit gängigen Schneidesystemen der Glasindustrie auf exakte Längen zugeschnitten. Saubere Zuschnitte werden durch das homogene Verhalten des Verbundmaterials erleichtert, wie auch bei Swisspacer-Abstandhaltern dokumentiert. - Entgraten und Reinigen
Die Entfernung von Staub und elektrostatischer Ladung wird empfohlen, um eine Kontamination innerhalb des ISO-Glases zu vermeiden. Die Verarbeitungshinweise von Swisspacer empfehlen ausdrücklich das Ausblasen der Profile mit deionisierter Luft; diese Vorsichtsmaßnahme gilt ebenso für Sprossen. - Montage mit Zubehör
Die Kreuzverbinder sind mit mehreren Klemmlaschen ausgestattet, die einen sicheren, kraftschlüssigen Sitz gewährleisten. Integrierter Klapperschutz verhindert akustische Vibrationen bei Profilen ≥10 mm Bautiefe.
Endkappen und T‑Verbinder (transparent oder farbig) ermöglichen präzise Abschlüsse oder Koppelungen an Schnittstellen. Die T‑Verbinder verfügen über keinen Endanschlag, was nahtlose, fugenlose Übergänge ermöglicht. - Integration in die Isolierglaseinheit
Die fertigen Sprossengitter werden während des Zusammenbaus der ISO-Glaseinheit zwischen die Scheiben eingelegt. Ihre Maßgenauigkeit garantiert die Kompatibilität mit bestehenden Fertigungstoleranzen.