Swisspacer offers flexible, efficient solutions for processing warm‑edge spacer bars, Georgian bars and accessories. Whether your production is manual or fully automated, our components integrate smoothly into a wide range of IGU manufacturing processes.
On this website, you’ll find clear guidance, practical tips and best practices for all processing steps – from cutting, bending and frame assembly to gas filling, sealing and the handling of Georgian bar systems and related accessories.
Our aim is to support you with concise, practical information for precise, reliable and cost‑effective production.
Manual Processing
Even for smaller production runs or projects, making the frames by hand remains the most widely found method. Manufacturers of insulating glass units can process Swisspacer spacer bars very easily and without great effort on existing production lines. To ensure that the manufactured frames are always of top quality, a number of important points have to be considered.
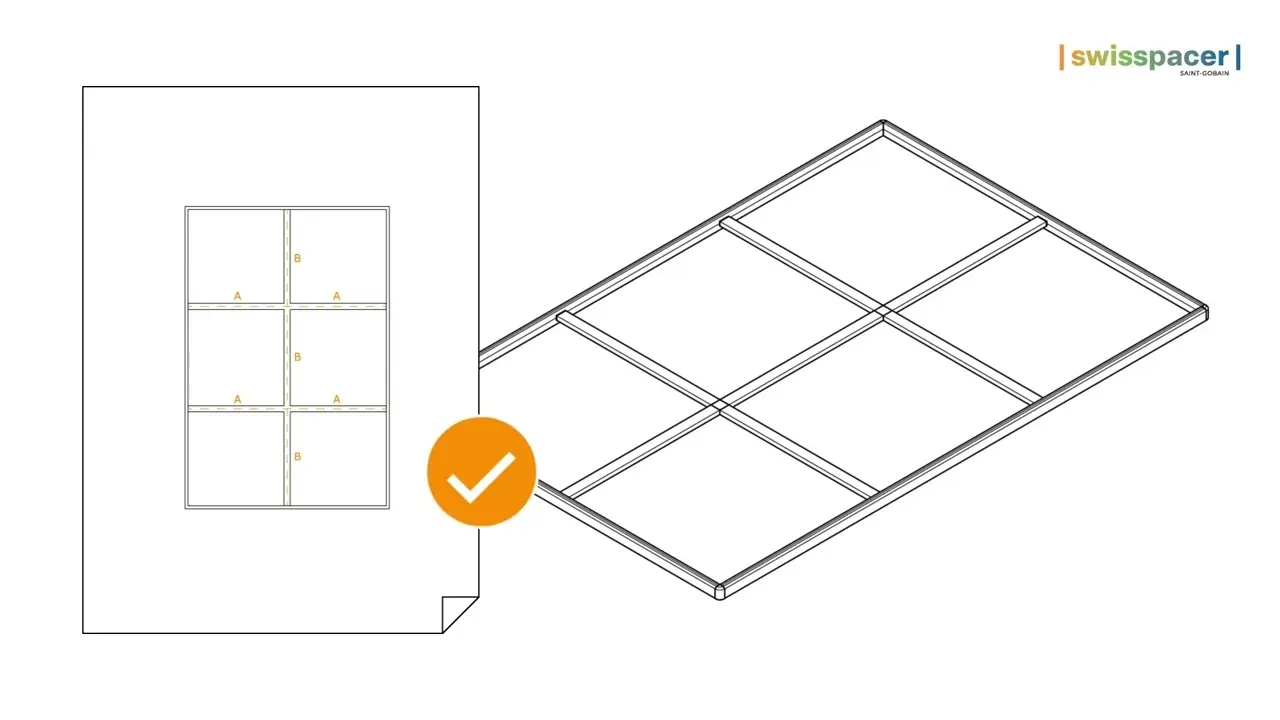
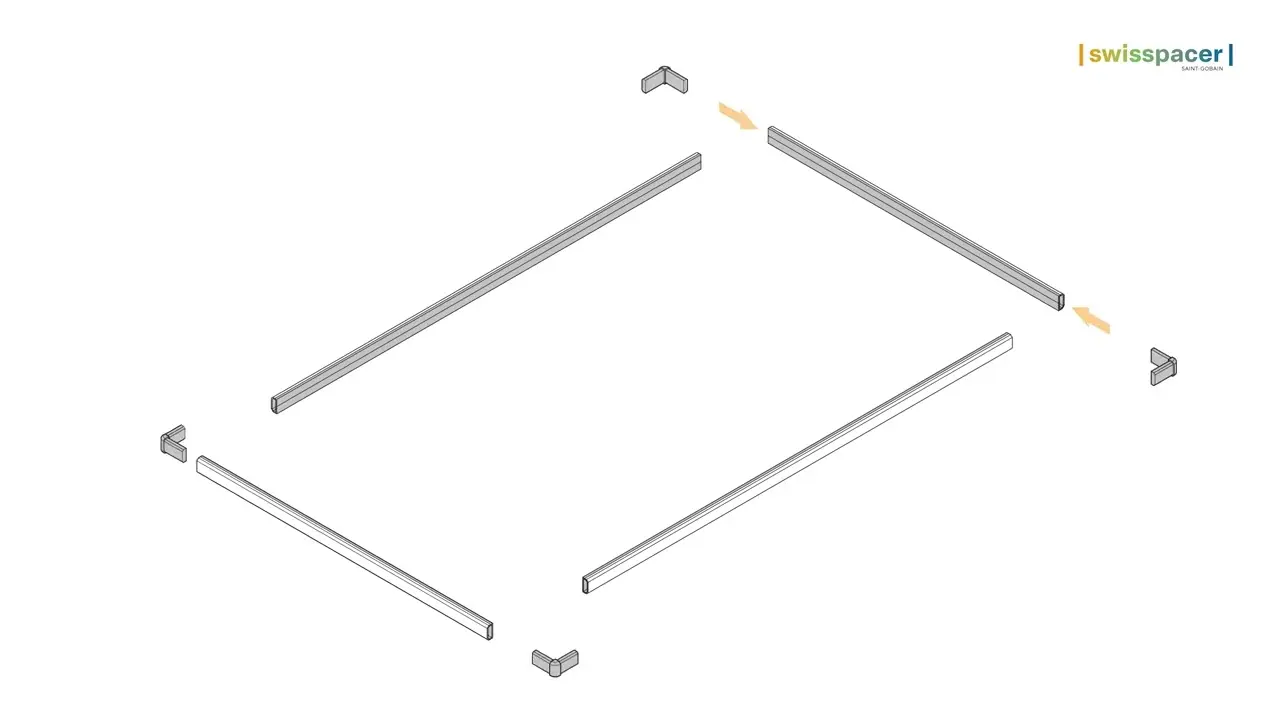
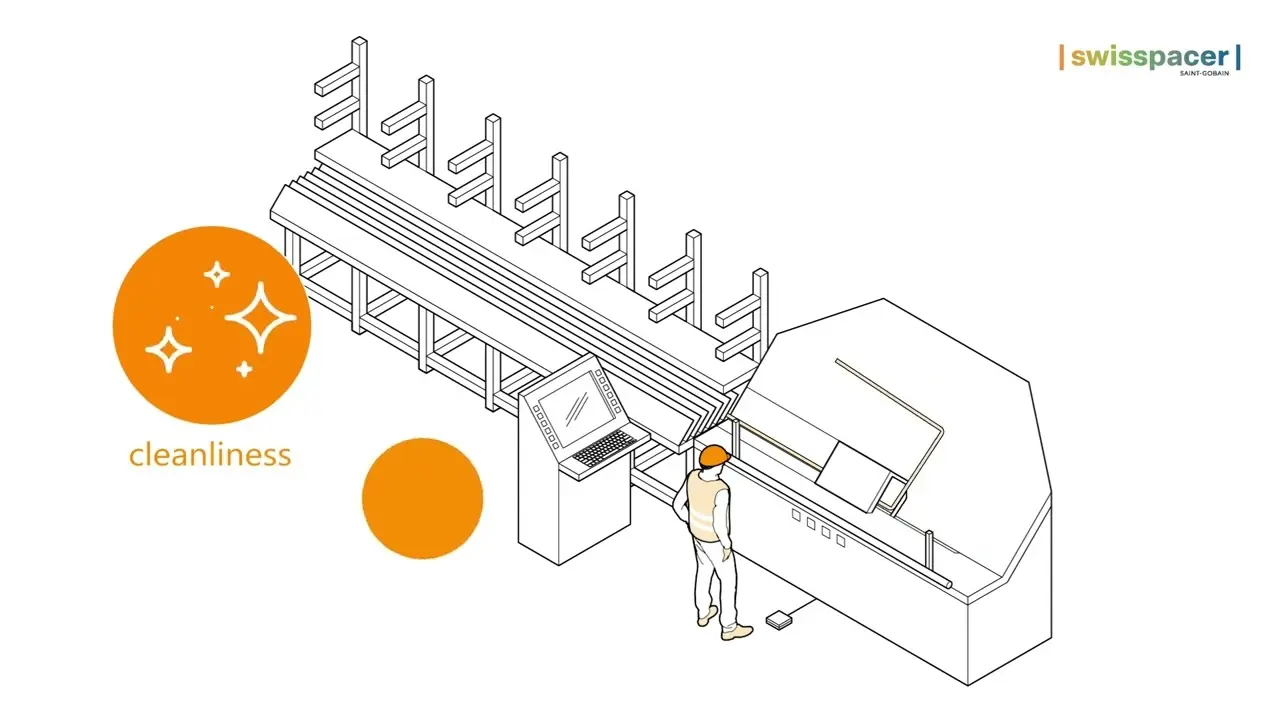
First, the spacer bars should be stored in a dry and heated area and protected against dust before they are used. After removing them from the box, ensure that the spacer bar profiles do not come into contact with the ground when they are carried to the cutting bench. When cutting the spacer bars to the desired length, they must be securely positioned in the machine to achieve a clean cut. Blowing off the spacer bars with deionised air is also recommended – this prevents the build-up of any electrostatic charge. Once the spacer bars have been cut to length, they are assembled into frames. This involves inserting corner keys or longitudinal connectors into the spacer bar profiles at both ends up to the stop. Finally, the finished frame should be suspended on a frame gallows for the next processing steps.
Bending Processing
Automated processing through hot bending is perfect for manufacturing Swisspacer spacer bar frames in a time-efficient and economical way. The latest bending systems produce aesthetic corners and achieve cycle times of approx. 60 seconds for hot-bent frames, depending on the size. As Swisspacer spacer bars can only be bent while warm, the systems used for processing them must be equipped with a heating option.
Depending on the machine technology, the frame manufacturing process runs as follows: First, the spacer bar magazine is filled. The spacer bar is measured in the machine, then warmed by the heating element and bent straight away. Depending on the machine being used, the inner frame corners can be rounded or be given virtually sharp 90° corners. Finally, the profiles are (manually) assembled with a longitudinal connector. Hanging the finished spacer bar frame on a gallows is recommended for the rest of the processing steps.
The following manufacturing partners offer bending machines for Swisspacer spacer bars:
- Lisec Austria GmbH (AT)
- Lombarda Macchine S.r.l. (IT)
- Forel Spa (IT)
- Rjukan (Norway)
- Beijing Boza Automation Machinery Co., Ltd (CN)
- Best Makina (TR)
Welding Processing
In the industrial production of insulating glass units, Swisspacer spacer bars undergo automated processing into a finished frame as a general rule. In fact, (ultrasonic) welding enables especially economical and time-efficient processes. To this end, Rottler und Rüdiger und Partner GmbH (Langenzenn) offers various models of modern welding machines – for maximum processing quality and efficiency. With the high-speed and high-tech welding machine Rowelo, for example, Swisspacer frames can be manufactured in a cycle time of less than 30 seconds. With very precise frame corners and a high-quality finish.
The production process is as follows: First, the spacer bar profiles are automatically retrieved from a magazine, conveyed to the cutting machine and mitred. Next, the cut spacer bar profiles are placed by hand into the welding machine and then automatically brought together, pre-positioned and welded using ultrasound. The frames made from Swisspacer spacer bars are then sent for interim storage on special frame gallows.
Frame:racer Processing
Insulating glass manufacturers must make their production increasingly efficient. Limited space and growing demands for speed and process reliability present new challenges for companies. Automation offers decisive opportunities here: it ensures reproducible results, reduces operator workload, and allows skilled workers to focus on tasks that require precision and experience.
Swisspacer translates this efficiency opportunity into maximum process flexibility: spacers can be processed with high quality by inserting, welding, or warm bending, depending on the line logic. With Frame:racer, Swisspacer expands its service portfolio to include fully automated assembly - a solution for maximum dimensional accuracy and reproducible quality at high cycle rates.
What Frame:racer promises
Thanks to high process intelligence, Swisspacer spacers are guided through several precisely coordinated stations - from automated spacer bars assembly to filling. Depending on the setup, a single operator is sufficient instead of up to four previously. An integrated, software-supported cut-off handling reduces waste. Regardless of the existing line concept, the Frame:racer service delivers noticeable improvements in speed, quality, and personnel deployment.
Special Shape Processing
For the manufacture of windows with special shapes – for example, oval or round – Swisspacer spacer bar frames can also be hot-bent by hand for the required insulating glass unit. Even complicated shapes and small radii are possible.
The processing can be done on a bolting bench from Rottler und Rüdiger und Partner GmbH (Langenzenn). To ensure greater dimensional stability during the heating procedure, the profiles should be filled with desiccant before the bending process (e.g. with gravity filler). Next, the Swisspacer spacer bars are heated in an oven or with a hot air blower (industrial standard) at approx. 115 °C for 2 to 3 minutes. After heating, the desired radius can be formed over a three-roller system or a negative template. Semi- or fully automatic processing can also be implemented for bar systems – with the Quadrobot, for example. The vertical assembly machine from Rottler und Rüdiger und Partner is specially designed for fixing bar lattices in spacer bar frames. For the rest of the processing steps, the finished frame is hung on a special frame gallows.
Georgian Bars Processing
Although Georgian bars are not bent like spacer frames, their processing is aligned with the same industrial workflow used for warm‑edge spacer fabrication. Production can be executed manually or integrated into automated IGU lines.
Manual Processing
Manual processing is typically employed in small‑batch or project‑specific production environments. This involves:
- Cutting
Bar profiles are cut to precise lengths using standard glass‑industry cutting systems. Clean cutting is facilitated by the composite material’s homogeneous behaviour, as also documented for Swisspacer spacer bars. - Deburring and Cleaning
Removal of dust and electrostatic charge is recommended to avoid contamination within the IGU. Swisspacer spacer processing guidelines explicitly advise blowing profiles with deionised air; the same precaution applies to Georgian bars. - Assembly Using Accessories
Crosses are engineered with multiple clamping slats to ensure secure friction‑fit insertion. Integrated rattle protection prevents acoustic vibration within bars ≥10 mm depth.
End plugs and T‑connectors (transparent or coloured) enable precise termination or intersection coupling. The T‑connectors have no end‑stop, allowing for seamless, jointless transitions. - Integration into IGU
Completed Georgian bar grids are positioned between panes during the IGU assembly process. Their dimensional accuracy ensures compatibility with existing IGU manufacturing tolerances.